
منتجات الفئة
- وزير الخارجية الارسال
- 0-50w 50w-1000w 2kw-10kw 10kw +
- الارسال التلفزيون
- 0-50w 50-1kw 2kw-10kw
- وزير الخارجية هوائي
- هوائي التلفزيون
- هوائي ملحقات
- كابل الموصل السلطة الفاصل تحميل وهمية
- RF الترانزستور
- مزود الطاقة
- معدات الصوت
- DTV الجبهة المعدات النهاية
- ارتباط النظام
- نظام المحكمة الخاصة بلبنان نظام ربط الميكروويف
- راديو FM
- مقياس الطاقة
- منتجات اخرى
- خاص لفيروس كورونافيروس
المنتجات للخلف
مواقع FMUSER
- es.fmuser.net
- it.fmuser.net
- fr.fmuser.net
- de.fmuser.net
- af.fmuser.net -> الأفريكانية
- sq.fmuser.net -> الألبانية
- ar.fmuser.net -> عربي
- hy.fmuser.net -> الأرمينية
- az.fmuser.net -> الأذربيجانية
- eu.fmuser.net -> الباسك
- be.fmuser.net -> البيلاروسية
- bg.fmuser.net -> البلغارية
- ca.fmuser.net -> الكتالانية
- zh-CN.fmuser.net -> الصينية (المبسطة)
- zh-TW.fmuser.net -> الصينية (التقليدية)
- hr.fmuser.net -> الكرواتية
- cs.fmuser.net -> التشيكية
- da.fmuser.net -> الدنماركية
- nl.fmuser.net -> الهولندية
- et.fmuser.net -> الإستونية
- tl.fmuser.net -> فلبيني
- fi.fmuser.net -> الفنلندية
- fr.fmuser.net -> الفرنسية
- gl.fmuser.net -> الجاليكية
- ka.fmuser.net -> الجورجية
- de.fmuser.net -> الألمانية
- el.fmuser.net -> اليونانية
- ht.fmuser.net -> الكريولية الهايتية
- iw.fmuser.net -> عبري
- hi.fmuser.net -> الهندية
- hu.fmuser.net -> الهنغارية
- is.fmuser.net -> الأيسلندية
- id.fmuser.net -> الإندونيسية
- ga.fmuser.net -> الأيرلندية
- it.fmuser.net -> الإيطالية
- ja.fmuser.net -> اليابانية
- ko.fmuser.net -> كوري
- lv.fmuser.net -> اللاتفية
- lt.fmuser.net -> ليتوانيا
- mk.fmuser.net -> المقدونية
- ms.fmuser.net -> الملايو
- mt.fmuser.net -> المالطية
- no.fmuser.net -> النرويجية
- fa.fmuser.net -> فارسي
- pl.fmuser.net -> البولندية
- pt.fmuser.net -> البرتغالية
- ro.fmuser.net -> الرومانية
- ru.fmuser.net -> الروسية
- sr.fmuser.net -> الصربية
- sk.fmuser.net -> السلوفاكية
- sl.fmuser.net -> السلوفينية
- es.fmuser.net -> الاسبانية
- sw.fmuser.net -> السواحيلية
- sv.fmuser.net -> السويدية
- th.fmuser.net -> التايلاندية
- tr.fmuser.net -> التركية
- uk.fmuser.net -> الأوكرانية
- ur.fmuser.net -> الأردية
- vi.fmuser.net -> الفيتنامية
- cy.fmuser.net -> الويلزية
- yi.fmuser.net -> اليديشية
عملية تصنيع ثنائي الفينيل متعدد الكلور | 16 خطوات لعمل لوح ثنائي الفينيل متعدد الكلور
"يعتبر تصنيع ثنائي الفينيل متعدد الكلور مهمًا جدًا في صناعة ثنائي الفينيل متعدد الكلور ، فهو وثيق الصلة بتصميم ثنائي الفينيل متعدد الكلور ، ولكن هل تعرف حقًا جميع خطوات تصنيع ثنائي الفينيل متعدد الكلور في إنتاج ثنائي الفينيل متعدد الكلور؟ في هذه المشاركة ، سنعرض لك 16 خطوة في عملية تصنيع ثنائي الفينيل متعدد الكلور. بما في ذلك ما هي وكيف تعمل في عملية تصنيع ثنائي الفينيل متعدد الكلور ----- FMUSER "
المشاركة تعنى الاهتمام!
الخطوة 1: تصميم ثنائي الفينيل متعدد الكلور - التصميم والإخراج
الخطوة 2: رسم ملف ثنائي الفينيل متعدد الكلور - إنشاء فيلم لتصميم ثنائي الفينيل متعدد الكلور
الخطوة 3: نقل تصوير الطبقات الداخلية - طباعة الطبقات الداخلية
الخطوة 4: النقش على النحاس - إزالة النحاس غير المرغوب فيه
الخطوة 5: محاذاة الطبقة - تصفيح الطبقات معًا
الخطوة 6: حفر الثقوب - لربط المكونات
الخطوة 7: الفحص البصري الآلي (متعدد الطبقات ثنائي الفينيل متعدد الكلور فقط)
الخطوة 8: OXIDE (متعدد الطبقات ثنائي الفينيل متعدد الكلور فقط)
الخطوة 9: نقش الطبقة الخارجية والتخطيط النهائي
الخطوة 10: قناع اللحام والشاشة الحريرية والتشطيبات السطحية
الخطوة 12: الاختبار الكهربائي - اختبار المسبار الطائر
الخطوة 13: التصنيع - التنميط والتسجيل الخامس
الخطوة 14: التقطيع الدقيق - الخطوة الإضافية
الخطوة 15: الفحص النهائي - مراقبة جودة ثنائي الفينيل متعدد الكلور
الخطوة 16: التعبئة والتغليف - يخدم ما تحتاجه
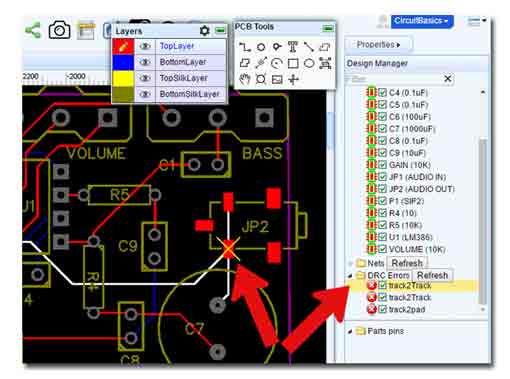
تصميم لوحة الدوائر المطبوعة
تصميم لوحة الدوائر هو المرحلة الأولى من عملية الحفر بينما مرحلة مهندس CAM هي الخطوة الأولى في تصنيع ثنائي الفينيل متعدد الكلور للوحة دوائر مطبوعة جديدة ،يقوم المصمم بتحليل المتطلبات وتحديد المكونات المناسبة مثل المعالج ومصدر الطاقة وما إلى ذلك. قم بإنشاء مخطط يلبي جميع المتطلبات.

لكن تذكر دائمًا أن لوحات الدوائر يجب أن تكون متوافقة بشكل صارم مع تخطيط ثنائي الفينيل متعدد الكلور الذي أنشأه المصمم باستخدام برنامج تصميم ثنائي الفينيل متعدد الكلور. إذا كنت مصممًا ، فيجب عليك إبلاغ الشركة المصنعة للعقد الخاص بك بإصدار برنامج تصميم ثنائي الفينيل متعدد الكلور المستخدم في تصميم الدائرة لأنه يساعد في تجنب المشكلات الناجمة عن التناقضات قبل تصنيع ثنائي الفينيل متعدد الكلور.
بمجرد أن يصبح التصميم جاهزًا ، اطبعه على ورق النقل. تأكد من أن التصميم يتناسب مع الجانب اللامع من الورقة.
هناك أيضًا العديد من مصطلحات ثنائي الفينيل متعدد الكلور في تصنيع ثنائي الفينيل متعدد الكلور وتصميم ثنائي الفينيل متعدد الكلور وما إلى ذلك. قد يكون لديك فهم أفضل للوحة الدوائر المطبوعة بعد قراءة بعض مصطلحات ثنائي الفينيل متعدد الكلور من الصفحة أدناه!
اقرأ أيضا: مسرد مصطلحات ثنائي الفينيل متعدد الكلور (سهل الاستخدام للمبتدئين) | تصميم ثنائي الفينيل متعدد الكلور
عادةً ، تصل البيانات بتنسيق ملف يُعرف باسم Gerber الموسَّع (يُطلق على Gerber أيضًا اسم RX274x) ، وهو البرنامج الأكثر استخدامًا ، على الرغم من إمكانية استخدام التنسيقات وقواعد البيانات الأخرى.
بمجرد إدخال مخطط تصميم ثنائي الفينيل متعدد الكلور في برنامج Gerber Extended ، يتم فحص جميع جوانب التصميم المختلفة لضمان عدم وجود أخطاء.
بعد إجراء فحص شامل ، يتم نقل تصميم ثنائي الفينيل متعدد الكلور المكتمل إلى منزل تصنيع ثنائي الفينيل متعدد الكلور للإنتاج. عند الوصول ، يخضع التصميم لفحص ثانٍ من قبل المصنِّع ، يُعرف باسم فحص التصميم للتصنيع (DFM) ، والذي يضمن:
● تصميم ثنائي الفينيل متعدد الكلور قابل للتصنيع
● تصميم ثنائي الفينيل متعدد الكلور يلبي متطلبات الحد الأدنى من التحمل أثناء عملية التصنيع
▲ عودة ▲
اقرأ أيضا: ما هي لوحة الدوائر المطبوعة (PCB) | كل شيئ ترغب بمعرفته
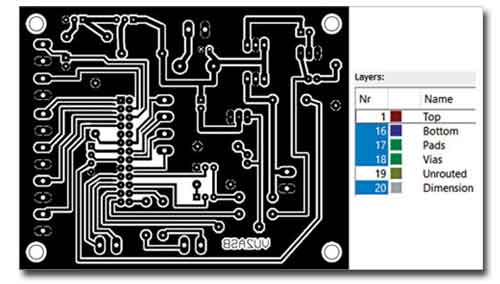
الخطوة 2: رسم ملف ثنائي الفينيل متعدد الكلور - إنشاء فيلم لتصميم ثنائي الفينيل متعدد الكلور
بمجرد أن تقرر تصميم PCB الخاص بك ، فإن الخطوة التالية هي طباعته. يحدث هذا عادة في غرفة مظلمة يتم التحكم فيها بدرجة الحرارة والرطوبة. يتم محاذاة الطبقات المختلفة لفيلم صور ثنائي الفينيل متعدد الكلور عن طريق تثقيب ثقوب تسجيل دقيقة في كل ورقة من الأفلام. تم إنشاء الفيلم للمساعدة في إنشاء شكل لمسار النحاس.
نصيحة: كمصمم ثنائي الفينيل متعدد الكلور ، بعد إخراج الملفات التخطيطية لثنائي الفينيل متعدد الكلور ، لا تنسَ تذكير الشركات المصنعة بإجراء فحص سوق دبي المالي
تُستخدم طابعة خاصة تسمى طابعة الليزر الضوئية بشكل شائع في طباعة ثنائي الفينيل متعدد الكلور ، على الرغم من أنها طابعة ليزر ، فهي ليست طابعة ليزر جيت قياسية.
لكن عملية التصوير هذه لم تعد كافية للتصغير والتقدم التكنولوجي. لقد أصبح عفا عليه الزمن في بعض النواحي.
تأخذ آلة التصوير الضوئي الليزرية بيانات اللوحة وتحولها إلى صورة بكسل ، ثم يكتب الليزر ذلك على الفيلم ويتم تطوير الفيلم المكشوف تلقائيًا وتفريغه للمشغل.
ينتج عن المنتج النهائي ورقة بلاستيكية بها صورة سلبية لثنائي الفينيل متعدد الكلور بالحبر الأسود. بالنسبة للطبقات الداخلية لثنائي الفينيل متعدد الكلور ، يمثل الحبر الأسود الأجزاء النحاسية الموصلة لثنائي الفينيل متعدد الكلور. يشير الجزء الواضح المتبقي من الصورة إلى مناطق المواد غير الموصلة. تتبع الطبقات الخارجية النمط المعاكس: واضح للنحاس ، بينما يشير اللون الأسود إلى المنطقة التي سيتم حفرها بعيدًا. تقوم آلة التخطيط تلقائيًا بتطوير الفيلم ، ويتم تخزين الفيلم بشكل آمن لمنع أي اتصال غير مرغوب فيه.
تتلقى كل طبقة من ثنائي الفينيل متعدد الكلور وقناع اللحام ورقة فيلم سوداء وواضحة. في المجموع ، يحتاج ثنائي الفينيل متعدد الكلور المكون من طبقتين إلى أربع أوراق: اثنتان للطبقات واثنتان لقناع اللحام. بشكل ملحوظ ، يجب أن تتوافق جميع الأفلام تمامًا مع بعضها البعض. عند استخدامها في تناغم ، فإنها تحدد محاذاة ثنائي الفينيل متعدد الكلور.
لتحقيق محاذاة مثالية لجميع الأفلام ، يجب عمل ثقوب تسجيل في جميع الأفلام. تحدث دقة الفتحة عن طريق ضبط الطاولة التي يجلس عليها الفيلم. عندما تؤدي المعايرات الصغيرة للطاولة إلى تطابق مثالي ، يتم ثقب الفتحة. سوف تتناسب الثقوب مع دبابيس التسجيل في الخطوة التالية من عملية التصوير.
اقرأ أيضا: من خلال هول مقابل سطح جبل | ماهو الفرق؟
▲ عودة ▲
تنطبق هذه الخطوة فقط على الألواح ذات أكثر من طبقتين. تنتقل الألواح البسيطة المكونة من طبقتين إلى الأمام إلى الحفر. تتطلب اللوحات متعددة الطبقات المزيد من الخطوات.
الخطوة الأولى هي تنظيف النحاس.
في بناء ثنائي الفينيل متعدد الكلور ، تعتبر النظافة مهمة. يتم تنظيف الصفائح ذات الجوانب النحاسية وتمريرها إلى بيئة مطهرة. تذكر دائمًا التأكد من عدم وصول الغبار إلى السطح حيث يمكن أن يتسبب في حدوث دائرة قصر أو مفتوحة على لوحة الدوائر المطبوعة النهائية.
تتلقى اللوحة النظيفة طبقة من فيلم حساس للصور يسمى مقاوم الضوء. تستخدم الطابعة مصابيح الأشعة فوق البنفسجية القوية التي تعمل على تقوية مقاوم الضوء من خلال الفيلم الشفاف لتحديد النمط النحاسي.
هذا يضمن تطابقًا تامًا من أفلام الصور إلى مقاوم الضوء.
يقوم المشغل بتحميل الفيلم الأول على المسامير ، ثم اللوحة المطلية ثم الفيلم الثاني. يحتوي سرير الطابعة على دبابيس تسجيل مطابقة للفتحات الموجودة في أدوات الصور وفي اللوحة ، مما يضمن محاذاة الطبقتين العلوية والسفلية بدقة.
يصطف الفيلم واللوح ويتلقيان ضوء الأشعة فوق البنفسجية. يمر الضوء عبر الأجزاء الشفافة من الفيلم ، ويصلب مقاوم الضوء على النحاس تحته. يمنع الحبر الأسود من الراسمة الضوء من الوصول إلى المناطق التي لا يقصد بها التصلب ، ويتم تحديدها للإزالة.
في ظل المناطق السوداء ، بقيت المقاومة من دون صلابة. تستخدم غرفة الأبحاث الإضاءة الصفراء حيث أن مقاوم الضوء حساس للأشعة فوق البنفسجية.

يظهر المنتج بمقاومة تغطي بشكل صحيح المناطق النحاسية التي من المفترض أن تظل في الشكل النهائي. يقوم أحد الفنيين بفحص اللوحات للتأكد من عدم حدوث أخطاء أثناء هذه المرحلة. تشير كل المقاومة الموجودة في هذه المرحلة إلى النحاس الذي سيظهر في ثنائي الفينيل متعدد الكلور النهائي.
اقرأ أيضا: تصميم ثنائي الفينيل متعدد الكلور | مخطط تدفق عملية تصنيع ثنائي الفينيل متعدد الكلور ، PPT ، و PDF
▲ عودة ▲
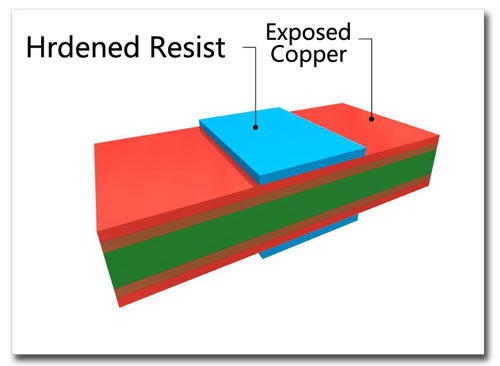
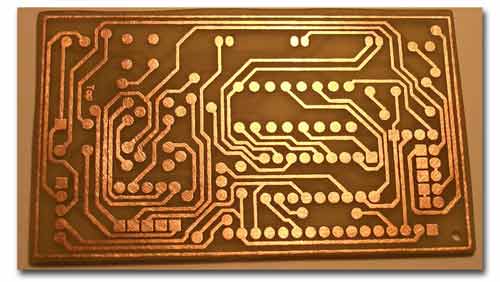
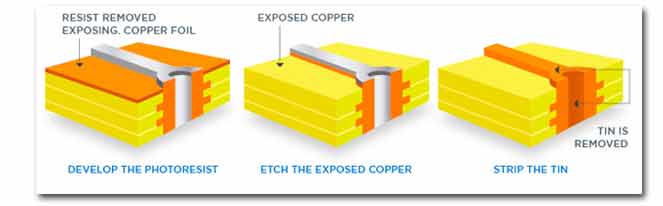
الخطوة 4: حفر النحاس - إزالة النحاس غير المرغوب فيه
في تصنيع ثنائي الفينيل متعدد الكلور ، يعتبر النقش عملية إزالة النحاس غير المرغوب فيه (Cu) من لوحة الدوائر. النحاس غير المرغوب فيه ليس سوى النحاس غير الدائري الذي يتم إزالته من اللوح. نتيجة لذلك ، يتم تحقيق نمط الدائرة المطلوب. خلال هذه العملية ، تتم إزالة النحاس الأساسي أو النحاس الأساسي من اللوحة.
تتم إزالة مقاوم الضوء غير المقوى وتحمي المقاومة المتصلبة النحاس المطلوب ، وتنتقل اللوحة إلى إزالة النحاس غير المرغوب فيها. نستخدم التنميش الحمضي لغسل النحاس الزائد. وفي الوقت نفسه ، يظل النحاس الذي نرغب في الاحتفاظ به مغطى بالكامل تحت طبقة مقاومة الصور.
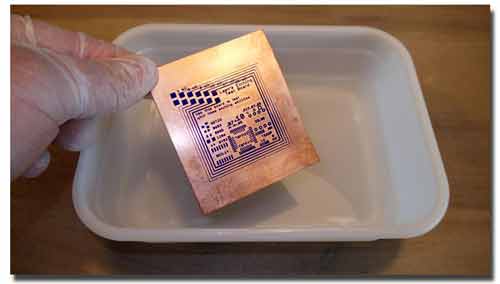
عادة ما تستخدم الشركات المصنعة لثنائي الفينيل متعدد الكلور عملية الحفر الرطب. في الحفر الرطب ، تذوب المادة غير المرغوب فيها عند غمرها في محلول كيميائي.
هناك طريقتان للنقش الرطب:
● النقش القلوي (النشادر)
تُستخدم الطريقة الحمضية لحفر الطبقات الداخلية في ثنائي الفينيل متعدد الكلور. تتضمن هذه الطريقة مذيبات كيميائية مثل كلوريد الحديديك (FeCl3) OR كلوريد النحاسي (CuCl2).
تُستخدم الطريقة القلوية لحفر الطبقات الخارجية في ثنائي الفينيل متعدد الكلور. هنا ، المواد الكيميائية المستخدمة نحاس كلوريد (قلعة CuCl2 ، 2H2O) + هيدروكلوريد (حمض الهيدروكلوريك) + بيروكسيد الهيدروجين (H2O2) + تكوين الماء (H2O). الطريقة القلوية هي عملية سريعة ومكلفة بعض الشيء.
يتم التحكم في العملية بعناية للتأكد من أن عرض الموصل النهائي مصمم تمامًا. لكن يجب أن يدرك المصممون أن رقائق النحاس السميكة تحتاج إلى مساحات أوسع بين المسارات. يتحقق المشغل بعناية من أن كل النحاس غير المرغوب فيه قد تم حفره بعيدًا
بمجرد إزالة النحاس غير المرغوب فيه ، تتم معالجة اللوحة للتعرية حيث تتم إزالة القصدير أو القصدير / العجاف أو مقاوم الضوء من اللوحة.
الآن ، تتم إزالة النحاس غير المرغوب فيه بمساعدة محلول كيميائي. سيؤدي هذا المحلول إلى إزالة النحاس الزائد دون الإضرار بمقاومة الضوء المتصلدة.
اقرأ أيضا: كيفية إعادة تدوير نفايات لوحة الدوائر المطبوعة؟ | أشياء يجب أن تعرفها
▲ عودة ▲
الخطوة 5: محاذاة الطبقة - تصفيح الطبقات معًا
جنبًا إلى جنب مع طبقات رقيقة من رقائق النحاس لتغطية الأسطح الخارجية للجوانب العلوية والسفلية للوحة ، يتم تكديس أزواج الطبقات لإنشاء "شطيرة" من ثنائي الفينيل متعدد الكلور. لتسهيل الترابط بين الطبقات ، سيحتوي كل زوج من الطبقات على ورقة من "التقوية الأولية" مدرجة بينهما. التقديم المسبق عبارة عن مادة من الألياف الزجاجية مشربة براتنج الإيبوكسي التي تذوب أثناء حرارة وضغط عملية التصفيح. عندما يبرد التقديم المسبق ، فإنه سيربط أزواج الطبقات معًا.
لإنتاج ثنائي الفينيل متعدد الكلور متعدد الطبقات ، يتم تصفيح الطبقات المتناوبة من صفائح الألياف الزجاجية المشبعة بالإيبوكسي والتي تسمى مواد التقوية الأولية والمواد الأساسية الموصلة معًا تحت درجة حرارة عالية وضغط باستخدام مكبس هيدروليكي. يتسبب الضغط والحرارة في ذوبان التقوية الأولية وربط الطبقات معًا. بعد التبريد ، تتبع المادة الناتجة نفس عمليات التصنيع مثل ثنائي الفينيل متعدد الكلور على الوجهين. فيما يلي مزيد من التفاصيل حول عملية التصفيح باستخدام ثنائي الفينيل متعدد الكلور من 4 طبقات كمثال:

تكوين اللوحة معًا خلال هذه المرحلة يتطلب الكثير من الاهتمام بالتفاصيل للحفاظ على المحاذاة الصحيحة للدوائر على الطبقات المختلفة. بمجرد اكتمال المكدس ، يتم تصفيح الطبقات المحصورة ، وسوف تدمج الحرارة والضغط في عملية التصفيح الطبقات معًا في لوحة دائرة واحدة.
▲ عودة ▲
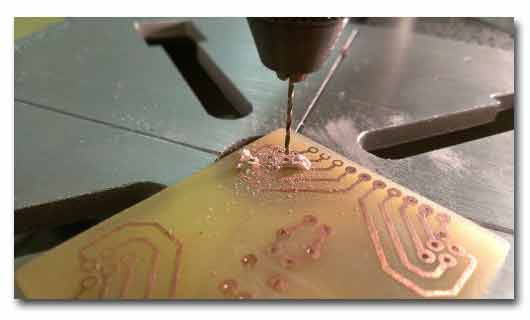
الخطوة 6: حفر الثقوب - لربط المكونات
فيا ، والتركيب ، والثقوب الأخرى يتم حفرها من خلال ثنائي الفينيل متعدد الكلور (عادة في أكوام لوحة ، اعتمادًا على عمق المثقاب). الدقة وجدران الفتحات النظيفة ضرورية ، وتوفر البصريات المتطورة ذلك.
للعثور على موقع أهداف الحفر ، يحدد محدد موقع الأشعة السينية نقاط هدف الحفر المناسبة. بعد ذلك ، يتم ثقب فتحات التسجيل المناسبة لتأمين المكدس لسلسلة الثقوب الأكثر تحديدًا.
قبل الحفر ، يضع الفني لوحًا من مادة عازلة أسفل هدف الحفر لضمان تجويف نظيف. تمنع مادة الخروج أي تمزيق غير ضروري عند مخارج المثقاب.
يتحكم الكمبيوتر في كل حركة دقيقة للمثقاب - من الطبيعي أن يعتمد المنتج الذي يحدد سلوك الآلات على أجهزة الكمبيوتر. تستخدم الآلة التي تعمل بالكمبيوتر ملف الحفر من التصميم الأصلي لتحديد البقع المناسبة للتجويف.
بمجرد حفر الثقوب يتم تنظيفها باستخدام العمليات الكيميائية والميكانيكية لإزالة بقع الراتينج والحطام الناجم عن الحفر. يتم بعد ذلك طلاء السطح المكشوف للوحة بالكامل ، بما في ذلك الجزء الداخلي من الثقوب ، كيميائيًا بطبقة رقيقة من النحاس. يؤدي ذلك إلى إنشاء قاعدة معدنية لطلاء النحاس الإضافي في الثقوب وعلى السطح في الخطوة التالية.
بعد أن يكتمل الحفر نفسه ، يخضع النحاس الإضافي الذي يبطن حواف لوحة الإنتاج للإزالة بواسطة أداة التنميط.
▲ عودة ▲
الخطوة 7: الفحص البصري الآلي (متعدد الطبقات ثنائي الفينيل متعدد الكلور فقط)
بعد التصفيح ، من المستحيل فرز الأخطاء في الطبقات الداخلية. ومن ثم ، تخضع اللوحة للفحص البصري التلقائي قبل الربط والتصفيح. تقوم الآلة بمسح الطبقات باستخدام مستشعر ليزر ومقارنتها بملف جربر الأصلي لسرد التناقضات ، إن وجدت.
بعد أن تصبح جميع الطبقات نظيفة وجاهزة ، يجب فحصها من أجل المحاذاة. سيتم اصطفاف كل من الطبقات الداخلية والخارجية بمساعدة الثقوب التي تم حفرها مسبقًا. تقوم آلة الثقب البصري بحفر دبوس فوق الثقوب للحفاظ على محاذاة الطبقات. بعد ذلك ، تبدأ عملية الفحص للتأكد من عدم وجود عيوب.
الأحداث الأكثر شيوعًا التي تحدث أثناء معالجة صورة الطبقة والتي تؤدي إلى مشكلة ذات صلة قصيرة أو مفتوحة هي:
● تعرض الصورة بشكل غير صحيح ، مما يتسبب إما في زيادة / نقص في حجم الميزات.
● الفيلم الجاف الرديء يقاوم الالتصاق الذي يمكن أن يتسبب في حدوث جروح أو جروح أو ثقوب في النمط المحفور.
● النحاس محفور، مما يؤدي إلى ترك النحاس غير المرغوب فيه أو التسبب في نمو حجم الميزة أو السراويل القصيرة.
● النحاس محفورإزالة الميزات النحاسية الضرورية ، مما يؤدي إلى تقليل أحجام الميزات أو التخفيضات.
في النهاية ، تعد AOI جزءًا مهمًا من عملية التصنيع التي تساعد على ضمان الدقة والجودة والتسليم في الوقت المحدد لثنائي الفينيل متعدد الكلور.
▲ عودة ▲
أكسيد (يسمى أكسيد أسود ، أو أكسيد بني حسب العملية)، عبارة عن طبقات داخلية معالجة كيميائية لمركبات ثنائي الفينيل متعدد الكلور متعددة الطبقات قبل التصفيح ، لزيادة خشونة النحاس المغطى لتحسين قوة الرابطة الصفائحية. تساعد هذه العملية في منع التفكيك ، أو الفصل بين أي من طبقات المواد الأساسية أو بين الرقائق الرقائقية والرقائق الموصلة ، بمجرد اكتمال عملية التصنيع.
الخطوة 9: نقش الطبقة الخارجية والتخطيط النهائي
مقاوم الضوء تجريد
بمجرد أن يتم طلاء اللوحة ، تصبح مقاومة الصورة غير مرغوب فيها وتحتاج إلى تجريدها من اللوحة. يتم ذلك في ملف عملية أفقية يحتوي على محلول قلوي نقي يزيل بكفاءة مقاومة الضوء تاركًا النحاس الأساسي للوحة مكشوفًا للإزالة في عملية النقش التالية.
يحرس القصدير النحاس المثالي وسط هذه المرحلة. النحاس والنحاس المكشوف غير المرغوب فيه تحت بقية طبقة المقاومة تجربة الإزالة. في هذا النقش ، نحن نستخدم الخداع النشادر لنقش النحاس غير المرغوب فيه. في غضون ذلك ، يؤمن القصدير النحاس المطلوب خلال هذه المرحلة.
تتم تسوية المناطق الموصلة والوصلات بشكل شرعي في هذه المرحلة.
تجريد القصدير
بعد عملية النقش ، يتم تغطية النحاس الموجود على ثنائي الفينيل متعدد الكلور بمقاومة الحفر ، أي القصدير ، والذي لم يعد مطلوبًا. لذلك، نقوم بتجريده قبل المضي قدمًا. يمكنك استخدام حمض النيتريك المركز لإزالة القصدير. حمض النيتريك فعال للغاية في إزالة القصدير ، ولا يتلف مسارات الدائرة النحاسية أسفل معدن القصدير. وبالتالي ، لديك الآن مخطط واضح واضح للنحاس على ثنائي الفينيل متعدد الكلور.
بمجرد اكتمال الطلاء على اللوحة ، يقاوم الفيلم الجاف ما تبقى ويحتاج النحاس الموجود تحته إلى إزالته. ستخضع اللوحة الآن لعملية شريط الحفر (SES). يتم تجريد اللوحة من المقاومة والنحاس المكشوف الآن وغير المغطى بالقصدير سيتم حفره بعيدًا بحيث تبقى الآثار والوسادات حول الثقوب والأنماط النحاسية الأخرى فقط. تتم إزالة الفيلم الجاف من الألواح المطلية بالقصدير ويتم حفر النحاس المكشوف (غير المحمي بالقصدير) تاركًا نمط الدوائر المطلوب. في هذه المرحلة ، تم الانتهاء من الدوائر الأساسية للوحة
▲ عودة ▲
الخطوة 10: قناع اللحام والشاشة الحريرية والتشطيبات السطحية
لحماية اللوحة أثناء التجميع ، يتم تطبيق مادة قناع اللحام باستخدام عملية التعرض للأشعة فوق البنفسجية المشابهة لما تم استخدامه مع المقاوم للضوء. سوف قناع اللحام هذا قم بتغطية سطح اللوحة بالكامل باستثناء الوسادات المعدنية والميزات التي سيتم لحامها. بالإضافة إلى قناع اللحام ، يتم عرض محددات مرجع المكونات وعلامات اللوحة الأخرى بالشاشة الحريرية على السبورة. يتم معالجة كل من قناع اللحام والحبر بالشاشة الحريرية عن طريق خبز لوحة الدائرة في الفرن.
سيكون للوحة الدائرة أيضًا تشطيب سطحي مطبق على أسطحها المعدنية المكشوفة. هذا يساعد على حماية المعدن المكشوف ، ويساعد في عملية اللحام أثناء التجميع. مثال على تشطيب السطح تسوية اللحام بالهواء الساخن (HASL). يتم طلاء اللوح أولاً بالتدفق لإعداده للحام ثم غمسه في حوض اللحام المصهور. عند إزالة اللوحة من حمام اللحام ، انفجار عالي الضغط من الهواء الساخن يزيل اللحام الزائد من الثقوب وينعم اللحام على سطح المعدن.
تطبيق قناع اللحام
يتم تطبيق قناع لحام على جانبي اللوحة ، ولكن قبل ذلك يتم تغطية الألواح بحبر قناع لحام إبوكسي. تتلقى الألواح وميضًا من ضوء الأشعة فوق البنفسجية ، والذي يمر عبر قناع اللحام. تظل الأجزاء المغطاة غير مقواة وستخضع للإزالة.
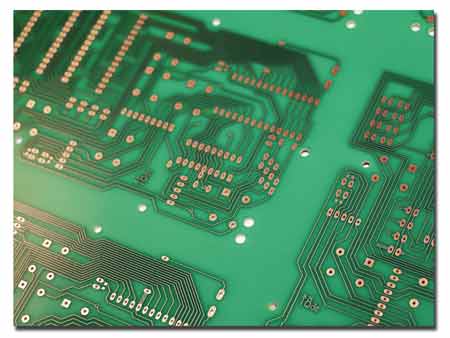
تم اختيار اللون الأخضر باعتباره لون قناع اللحام القياسي لأنه لا يجهد العينين. قبل أن تتمكن الآلات من فحص مركبات ثنائي الفينيل متعدد الكلور أثناء عملية التصنيع والتجميع ، كانت جميع عمليات التفتيش اليدوية. الضوء العلوي المستخدم للفنيين للتحقق من الألواح لا ينعكس على قناع اللحام الأخضر وهو الأفضل لعيونهم.
التسمية (بالشاشة الحريرية)
الطباعة الحريرية أو التنميط هي عملية طباعة جميع المعلومات الهامة على ثنائي الفينيل متعدد الكلور ، مثل معرف الشركة المصنعة ، وأرقام مكونات اسم الشركة ، ونقاط التصحيح. هذا يقف مفيدًا أثناء الخدمة والإصلاح.

هو أيضا معظم العمليات الفنية لتصنيع ثنائي الفينيل متعدد الكلور. تتلقى اللوحة شبه المكتملة طباعة أحرف يمكن قراءتها بواسطة الإنسان ، تُستخدم عادةً لتحديد المكونات ونقاط الاختبار وأرقام أجزاء PCB و PCBA ورموز التحذير وشعارات الشركة ورموز التاريخ وعلامات الشركة المصنعة.
يمر PCB أخيرًا إلى آخر مرحلة طلاء ومعالجة.
تشطيب السطح الذهبي أو الفضي
يتم طلاء PCB بالذهب أو الفضة لإضافة قدرة لحام إضافية على اللوحة ، مما يزيد من رابطة اللحام.
قد يختلف تطبيق كل تشطيب سطحي قليلاً في العملية ولكنه يتضمن غمس اللوحة في حمام كيميائي لطلاء أي نحاس مكشوف بالتشطيب المطلوب.
العملية الكيميائية النهائية المستخدمة لتصنيع ثنائي الفينيل متعدد الكلور هي تطبيق تشطيب السطح. بينما يغطي قناع اللحام معظم الدوائر ، تم تصميم تشطيب السطح لمنع أكسدة النحاس المكشوف المتبقي. هذا مهم لأن لا يمكن لحام النحاس المؤكسد. هناك العديد من التشطيبات السطحية المختلفة التي يمكن تطبيقها على لوحة الدائرة. الأكثر شيوعًا هو مستوى لحام الهواء الساخن (HASL) ، والذي يتم تقديمه على أنه خالي من الرصاص وخالي من الرصاص. ولكن اعتمادًا على مواصفات ثنائي الفينيل متعدد الكلور أو التطبيق أو عملية التجميع ، قد تشمل التشطيبات السطحية المناسبة الذهب الغمر بالنيكل غير الكهربائي (ENIG) ، والذهب الناعم ، والذهب الصلب ، والفضة الغاطسة ، وقصدير الغمر ، والمواد الحافظة العضوية للحام (OSP) ، وغيرها.
يتم بعد ذلك طلاء ثنائي الفينيل متعدد الكلور بطبقة HASL خالية من الرصاص أو الذهب أو الفضة أو اللحام بالهواء الساخن. يتم ذلك بحيث يمكن لحام المكونات بالوسادات التي تم إنشاؤها ولحماية النحاس.
▲ عودة ▲
الخطوة 12: الاختبار الكهربائي - اختبار المسبار الطائر
كإجراء وقائي نهائي للكشف ، سيتم اختبار اللوحة بواسطة الفني من أجل الوظيفة. في هذه المرحلة ، يستخدمون الإجراء الآلي لتأكيد وظائف ثنائي الفينيل متعدد الكلور وتوافقه مع التصميم الأصلي.
عادةً ما يسمى إصدار متقدم من الاختبارات الكهربائية اختبار المسبار الطائر والتي تعتمد على مجسات متحركة لاختبار الأداء الكهربائي لكل شبكة على لوحة دائرة عارية سيتم استخدامها في الاختبار الكهربائي.
سيتم تحديد أي شورتات أو فتح، مما يتيح للمشغل إما إجراء إصلاح أو التخلص من ثنائي الفينيل متعدد الكلور باعتباره معيبًا. اعتمادًا على مدى تعقيد التصميم وعدد نقاط الاختبار ، قد يستغرق الاختبار الكهربائي من بضع ثوانٍ إلى عدة ساعات حتى يكتمل.
أيضًا ، اعتمادًا على عوامل مختلفة مثل تعقيد التصميم وعدد الطبقات وعامل مخاطر المكونات ، يختار بعض العملاء التخلي عن الاختبارات الكهربائية لتوفير بعض الوقت والتكلفة. قد يكون هذا مناسبًا لمركبات ثنائي الفينيل متعدد الكلور البسيطة على الوجهين حيث لا يمكن أن تسوء أشياء كثيرة ، لكننا نوصي دائمًا بإجراء اختبارات كهربائية على التصميمات متعددة الطبقات بغض النظر عن التعقيد. (نصيحة: يعد تزويد الشركة المصنّعة "بقائمة شبكة" بالإضافة إلى ملفات التصميم وملاحظات التصنيع إحدى الطرق لمنع حدوث أخطاء غير متوقعة.)
▲ عودة ▲
الخطوة 13: تلفيق - التنميط والتسجيل الخامس
بمجرد اكتمال الاختبار الكهربائي للوحة PCB ، تكون الألواح الفردية جاهزة للفصل عن اللوحة. يتم تنفيذ هذه العملية بواسطة آلة CNC ، أو جهاز توجيه ، يقوم بتوجيه كل لوحة خارج اللوحة إلى الشكل والحجم المطلوبين المطلوبين. تكون وحدات بت جهاز التوجيه المستخدمة عادةً من 0.030 إلى 0.093 في الحجم ولتسريع العملية ، يمكن تكديس لوحات متعددة بارتفاع اثنين أو ثلاثة اعتمادًا على السماكة الإجمالية لكل منها. خلال هذه العملية ، يمكن لآلة CNC أيضًا تصنيع الفتحات والشطب والحواف المشطوفة باستخدام مجموعة متنوعة من أحجام بتات جهاز التوجيه المختلفة.
عملية التوجيه هي ملف عملية الطحن التي يتم فيها استخدام بت التوجيه لقطع المظهر الجانبي لكفاف اللوحة المطلوب. الألواح "مثبت ومكدس"كما تم القيام به سابقًا أثناء عملية" التمرين ". الكومة المعتادة هي من 1 إلى 4 ألواح.
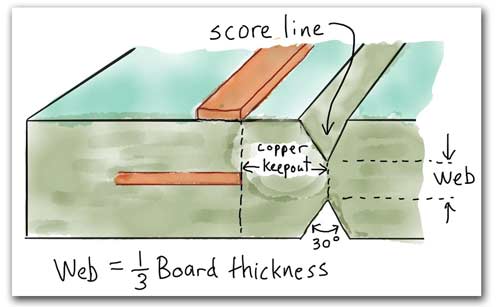
لتشكيل ملفات تعريف ثنائي الفينيل متعدد الكلور وقطعها من لوحة الإنتاج ، نحتاج إلى التقطيع ، وهو قطع الألواح المختلفة من اللوحة الأصلية. الطريقة المستخدمة إما مركزية على استخدام جهاز توجيه أو v-groove. يترك جهاز التوجيه علامات تبويب صغيرة على طول حواف اللوحة بينما يقطع v-groove قنوات قطرية على جانبي اللوحة. كلا الطريقتين تسمحان للوحات بالخروج بسهولة من اللوحة.
بدلاً من توجيه اللوحات الصغيرة الفردية ، يمكن توجيه مركبات ثنائي الفينيل متعدد الكلور كمصفوفات تحتوي على لوحات متعددة مع علامات تبويب أو خطوط تسجيل. يسمح ذلك بتجميع أسهل للوحات متعددة في نفس الوقت مع تمكين المجمّع من تفكيك الألواح الفردية عند اكتمال التجميع.
أخيرًا ، سيتم فحص الألواح بحثًا عن نظافتها ، والحواف الحادة ، والأزيز ، وما إلى ذلك ، وتنظيفها حسب الحاجة.
الخطوة 14: القطع الدقيق - الخطوة الإضافية
يعد التقسيم الجزئي (المعروف أيضًا باسم المقطع العرضي) خطوة اختيارية في عملية تصنيع ثنائي الفينيل متعدد الكلور ولكنه أداة قيمة تستخدم للتحقق من صحة الإنشاء الداخلي لثنائي الفينيل متعدد الكلور لأغراض التحقق وتحليل الفشل. لإنشاء عينة للفحص المجهري للمادة ، يتم قطع مقطع عرضي من ثنائي الفينيل متعدد الكلور ووضعه في أكريليك ناعم يتصلب حوله على شكل قرص هوكي. ثم يتم صقل المقطع وعرضه تحت المجهر. يمكن إجراء فحص مفصل عن طريق التحقق من العديد من التفاصيل مثل سماكة الطلاء وجودة الحفر وجودة الوصلات الداخلية.

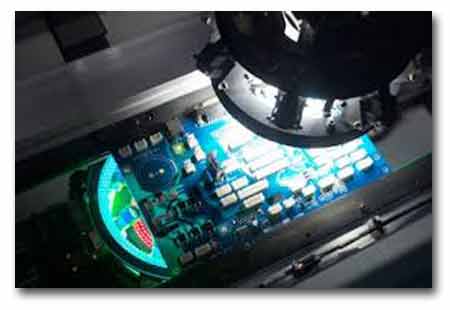
الخطوة 15: الفحص النهائي - مراقبة جودة ثنائي الفينيل متعدد الكلور
في الخطوة الأخيرة من العملية ، يجب على المفتشين إعطاء كل ثنائي الفينيل متعدد الكلور فحصًا دقيقًا نهائيًا. فحص بصري لثنائي الفينيل متعدد الكلور مقابل معايير القبول. باستخدام الفحص البصري اليدوي و AVI - يقارن PCB بـ Gerber ولديه سرعة فحص أسرع من العين البشرية ، لكنه لا يزال يتطلب التحقق البشري. تخضع جميع الطلبات أيضًا لفحص كامل بما في ذلك الأبعاد وقابلية اللحام وما إلى ذلك للتأكد من أن المنتج يلبي معايير عملائنا، وقبل التعبئة والشحن ، يتم إجراء تدقيق جودة بنسبة 100٪ على متن السفن.

● IPC-A-600 - قبول اللوحات المطبوعة ، والتي تحدد معايير الجودة على مستوى الصناعة لقبول ثنائي الفينيل متعدد الكلور.
● IPC-6012 - مواصفات التأهيل والأداء للألواح الصلبة ، والتي تحدد أنواع الألواح الصلبة وتصف المتطلبات التي يجب تلبيتها أثناء التصنيع لثلاث فئات أداء من اللوحات - الفئة 1 و 2 و 3.
سيكون لثنائي الفينيل متعدد الكلور من الفئة 1 عمر محدود وحيث يكون المتطلب هو ببساطة وظيفة منتج الاستخدام النهائي (على سبيل المثال ، فتاحة باب المرآب).
سيكون ثنائي الفينيل متعدد الكلور من الفئة 2 واحدًا حيث يكون الأداء المستمر والعمر الطويل والخدمة غير المنقطعة مرغوبة ولكنها ليست ضرورية (على سبيل المثال ، اللوحة الأم للكمبيوتر الشخصي).
ستشمل ثنائي الفينيل متعدد الكلور من الفئة 3 الاستخدام النهائي حيث يكون الأداء العالي المستمر أو الأداء عند الطلب أمرًا بالغ الأهمية ، ولا يمكن تحمل الفشل ، ويجب أن يعمل المنتج عند الحاجة (مثل أنظمة التحكم في الطيران أو الدفاع).
▲ عودة ▲
الخطوة 16: التغليف - يقدم لك ما تحتاجه
يتم تغليف الألواح باستخدام مواد تتوافق مع متطلبات التغليف القياسية ثم يتم تغليفها في علب قبل شحنها باستخدام طريقة النقل المطلوبة.
وكما قد تتخيل ، كلما ارتفعت الطبقة ، زادت تكلفة PCB. بشكل عام ، يتم تحقيق الاختلاف بين الفئات من خلال اشتراط تفاوتات وضوابط أكثر إحكامًا تؤدي إلى منتج أكثر موثوقية.
بغض النظر عن الفئة المحددة ، يتم فحص أحجام الفتحات بمقاييس الدبوس ، ويتم فحص قناع اللحام والمفتاح بصريًا للمظهر العام ، ويتم فحص قناع اللحام لمعرفة ما إذا كان هناك أي تعدي على الوسادات ، وجودة السطح وتغطيته يتم فحص النهاية.
تعتبر إرشادات فحص IPC وكيفية ارتباطها بتصميم ثنائي الفينيل متعدد الكلور مهمة جدًا لمصممي PCB للتعرف عليها ، كما أن عملية الطلب والتصنيع ضرورية أيضًا.
لا يتم إنشاء جميع مركبات ثنائي الفينيل متعدد الكلور على قدم المساواة ، وسيساعد فهم هذه الإرشادات على ضمان أن المنتج المنتج يلبي توقعاتك من حيث الجمال والأداء.
إذا كنت هل تحتاج الى مساعدة مع تصميم ثنائي الفينيل متعدد الكلور أو لديك أسئلة حول خطوات تصنيع ثنائي الفينيل متعدد الكلورمن فضلك لا تتردد في مشاركتها مع FMUSER, نحن نستمع دائمًا!

المشاركة تعنى الاهتمام!
▲ عودة ▲
